
The process of molding parts and sealing gaskets generally involves the following steps:
- Part or gasket design: A design of the rubber part or gasket is created using computer-aided design (CAD) software or technical drawings.
- Mold fabrication: A mold is created from the part or joint design using a variety of techniques, such as milling, CNC machining, EDM, among others.
- Preparation of the rubber mixture: A rubber mixture specific to the characteristics of the part or gasket to be manufactured is prepared.
- Molding of the part or gasket: The rubber mixture is injected into the mold and subjected to heat and pressure to mold the part or gasket into the desired shape.
- Curing: The molded part or joint is cured so that the rubber acquires its final properties of elasticity, strength and durability.
- Finishing: The part or joint is trimmed, sanded and polished to remove any imperfections and achieve a smooth and uniform surface.
- Inspection: The part or joint is subjected to visual and quality inspection to ensure that it meets design specifications and quality standards.
There are several molding methods for making sealing jointsin Vargort we use these molding methods to manufacture customized seals, selecting the appropriate method based on the design requirements and materials used in each project.
The processes of each one can be very extensive to explain, but we will try to summarize the process of the most common moldings to make sealing products.
Each molding technique has its own advantages and disadvantages, and the choice of the appropriate technique will depend on the specific characteristics of the part or gasket to be manufactured and the customer's requirements in terms of quantity, quality and production cost.
Below, we describe some of the most common molding techniques used in the production of sealing gaskets:
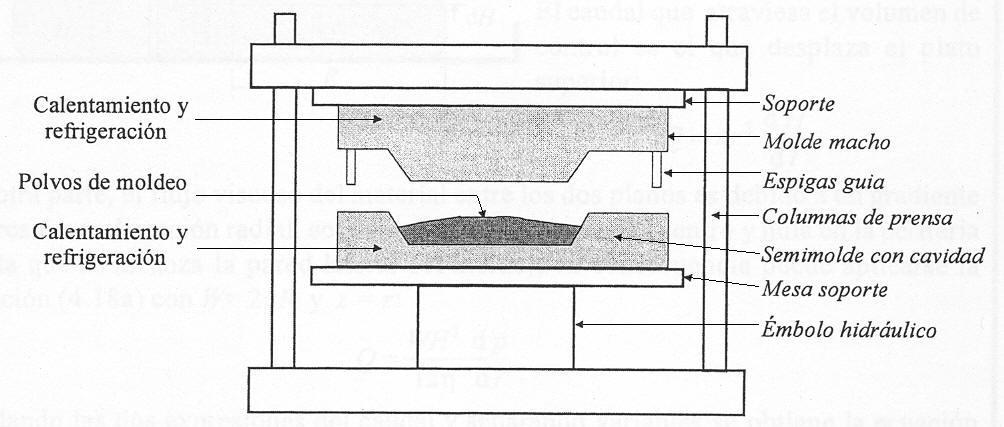
Compression molding: This method involves placing the gasket material (usually a sheet or a moldable material) between two molds and applying pressure to compress the material and form the gasket.
The mold is heated to a suitable temperature depending on the material used and the design of the desired end product. Generally, temperatures above the softening point of the material, but below its deterioration or degradation temperature, are used. Heating can be done by various methods, such as electrical heating, steam heating, hot water heating, among others.
The mold is heated to a suitable temperature depending on the material used and the design of the desired end product. Generally, temperatures above the softening point of the material, but below its deterioration or degradation temperature, are used. Heating can be done by various methods, such as electrical heating, steam heating, hot water heating, among others.
The heating of the mold in the compression molding process is essential to achieve good quality and precision in the molded parts, since it facilitates the flow of the material and its conformation to the shape of the mold, thus ensuring a final product with the required sealing characteristics.
Some of the products we usually manufacture with this compression molding process: o-rings o sellos, juntas planas, sellos de amortiguadores, tapones de goma, sellos para electrodomésticos…
Advantages:
It is suitable for producing large parts with simple shapes.
It allows the production of large volumes of parts with one mold.
The process is relatively simple, which reduces production costs.
Disadvantages:
It is not suitable for producing parts with complex shapes or fine details.
There may be variability in the dimensions of the parts produced.
The cycle time is longer than in other molding processes.
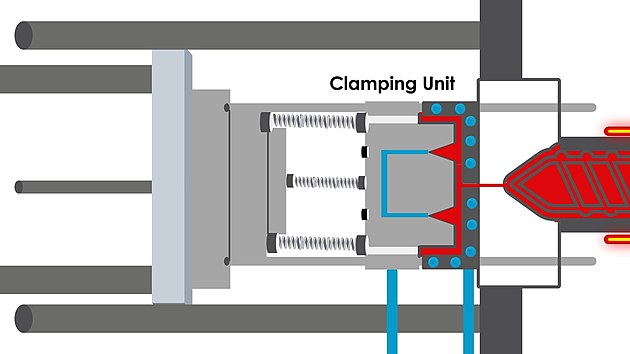
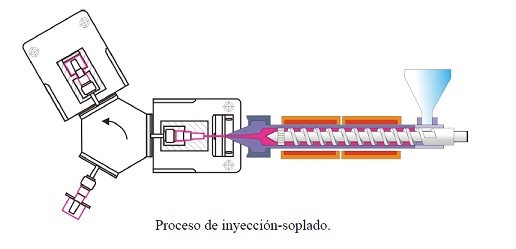
Injection molding: It is a versatile process that can be used for a wide variety of sealing parts, which consists of injecting a polymer in a molten state (or smoked) in a closed mold under pressure and hot, through a small orifice called a gate.
Molding material, usually in the form of thermoplastic polymer pellets, is loaded into the hopper of the injection molding machine.
The material is melted in the barrel of the machine through the application of heat and friction. The screw rotates and advances slowly, bringing the molten material into the injection nozzle.
The molten material is injected at high pressure into the mold through the injection nozzle. The pressure forces the material to fill the mold cavity, taking its precise shape and geometry. The injection time is controlled to ensure proper mold filling.
Once injected into the mold, the material is cooled to solidify and take the shape of the mold. This can be accomplished by applying cold water or air to the mold, or by internal cooling systems in the mold. The cooling time is controlled to ensure that the part has solidified completely before proceeding to the next step.
Once the material has cooled and solidified, the mold is opened and the molded part is removed. This is done by separating the two halves of the mold. In some cases, it may be necessary to use ejector mechanisms or special tools to facilitate demolding of the part.
The molded part is subjected to a visual and dimensional inspection to ensure that it meets the required specifications. The quality of the part is checked, including details such as geometry, tolerances and appearance. At this stage, finishing operations, such as burr trimming, may also be performed.
Some of the products we usually manufacture with this compression molding process: o-rings o lip seals, valve seals, plugs or stoppers, silicone gaskets, window and door seals, retaining rings...
Advantages:
Allows high-speed production of parts with complex shapes and fine details.
It is suitable for producing small and medium-sized parts.
The molding process is very precise, reducing the need for additional finishing operations.
Disadvantages:
Molding equipment is expensive and requires a higher initial investment.
The molding process is more complex than in other processes.
Not suitable for producing large parts.
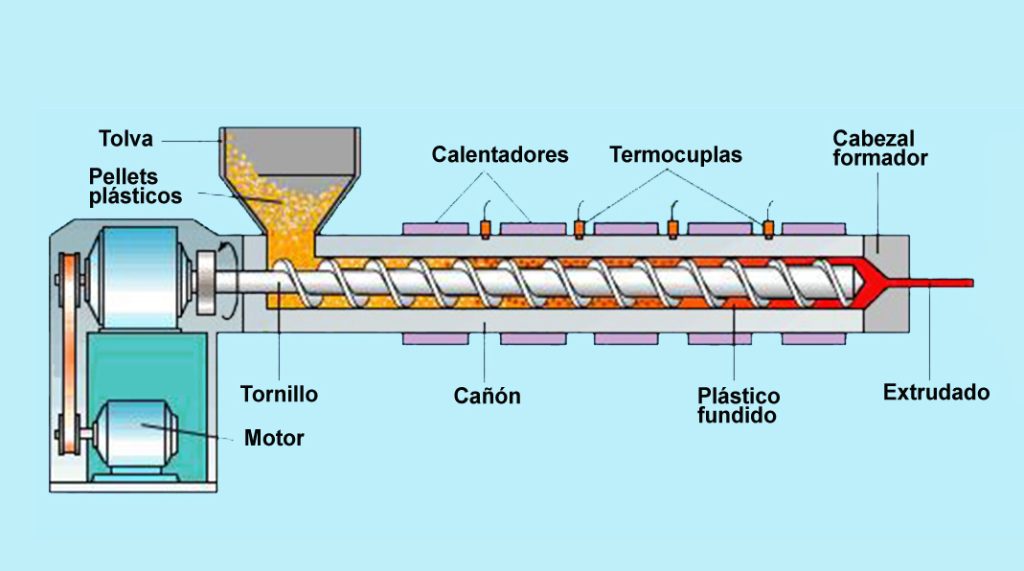
Extrusion molding: Extrusion molding is a manufacturing process used to create products with continuous and homogeneous shapes, such as pipes, profiles and sheets made of plastic, metal, ceramic or similar materials. The extrusion process is carried out using a so-called extruder, which consists of a cylinder with a feeding zone, a melting zone and an extrusion zone.
The process begins with the material in granular or powder form being fed into the extruder feed zone. The material is gradually heated by electric heaters or heating systems integrated into the extruder barrel. As the material moves along the cylinder, it melts and becomes a molten or plasticized mass in the melt zone, reaching a temperature and consistency suitable for extrusion.
Once the material has been plasticized, it moves into the extrusion zone, where an opening is located in the desired shape of the product, such as a die or nozzle. The molten material is forced through this opening into a thread or screw in the extruder barrel, using pressure and force to extrude the material through the opening in the required shape.
As the molten material exits the extrusion opening, it is rapidly cooled by air or water, allowing it to take the solid form of the desired product. The extruded product is cut to the desired length by blades or other cutting methods, and can then be further cooled or subjected to additional finishing or forming processes, if necessary.
Extrusion molding is an efficient and versatile process that allows the production of products with continuous shapes and indefinite length, making it ideal for the manufacture of a wide range of products.
Some of the products we usually manufacture with this extrusion molding process include: rubber tubes, seals for windows and doors, gaskets for household appliances, expansion joints in bridges, gaskets for piping systems, seals for electronic products, gaskets for surgical elements, sealing for plumbing systems and piping in ships...
Advantages:
It allows to produce pieces of continuous length with simple shapes.
It is a fast and economical process for producing large volumes of parts.
It can be used with a wide variety of materials, including rubbers, thermoplastic elastomers and silicones.
Disadvantages:
It is not suitable for producing parts with complex shapes or fine details.
Dimensional accuracy of parts can be affected by material variability.
It is not possible to produce parts with different cross sections.
Transfer molding: Transfer molding is a versatile process that allows the manufacture of sealing gaskets with complex shapes and sizes, as well as a wide variety of rubber or elastomer materials. This method involves placing the gasket material in a transfer cavity that feeds the material through an inlet channel into a mold to form the gasket.
A mold is prepared that has the desired shape and dimensions for the sealing gasket. The mold may consist of several parts, including a cavity and a core, and may be heated to ensure proper flowability of the rubber material.
The rubber or elastomer material is previously prepared in a liquid or semi-liquid form by mixing appropriate ingredients, such as polymers, vulcanizing agents, accelerators and other additives. This material is placed in a transfer chamber, which is located above the mold.
The mold is closed to form an airtight cavity in which the sealing gasket will be molded. This can be done by the action of a hydraulic or mechanical press, which applies pressure to keep the mold closed during the process.
The molten rubber material is forced through transfer channels into the mold cavity. This is done by applying pressure in the transfer chamber, which allows the material to flow and fill the mold cavity.
Once the rubber material is in the mold cavity, the vulcanization process begins, which is the chemical reaction that solidifies and hardens the material. This can be achieved through the application of heat, pressure and/or chemical additives, depending on the type of rubber used and the vulcanization requirements.
After vulcanization, the mold is cooled to further solidify the material and allow the gasket to take its final shape. Once the part has cooled sufficiently, the mold is opened and the molded gasket is removed.
Advantages:
It allows the production of parts of complex shapes with high dimensional accuracy.
It can be used with a wide variety of materials, including thermoplastic elastomers, rubbers and silicones.
The molding process is relatively fast.
Disadvantages:
The molding equipment is more complex than in other processes, which increases production costs.
The cycle time is longer than in injection molding.
There may be material waste during the transfer process.
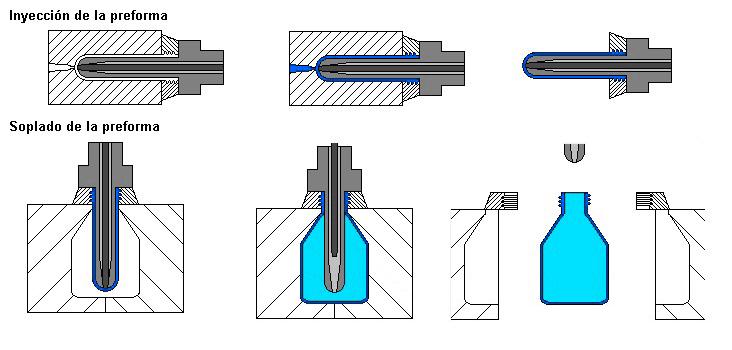
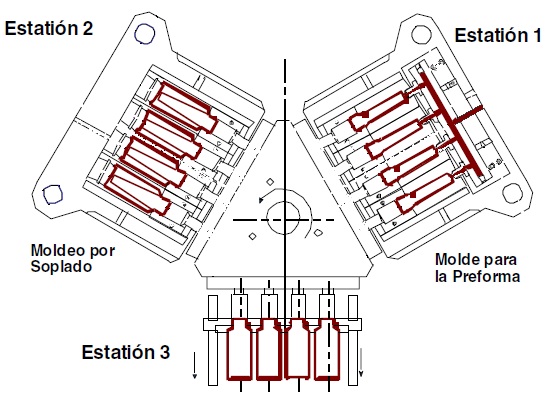
Blow molding: Blow molding is a manufacturing process used to produce sealing gaskets, it is suitable for producing hollow gaskets of varying shapes and thicknesses. This process involves the formation of the gasket by the expansion of a molten plastic material in a mold by the application of compressed air.
The plastic material, which can be in the form of granules or preforms, is heated in an oven until it reaches its melting point. The type of plastic material used will depend on the characteristics of the required seal, such as chemical resistance, service temperature, flexibility, etc.
If a preform is used, it is placed in a mold and closed. The mold has a cavity with the desired shape of the sealing gasket. The molten plastic material is injected into the preform and molded using pressure and heat.
Once the plastic material has been melted and molded into the preform, compressed air is introduced into the mold, which causes the plastic material to expand and take the shape of the mold. The compressed air is held for a set amount of time to ensure that the plastic material cools and takes the proper shape.
After the gasket has taken the shape of the mold, it is cooled to solidify the plastic material. Once it has reached the proper temperature, the mold is opened and the gasket is removed. In some cases, additional trimming or finishing may be required to obtain the desired final shape and size.
These gaskets or seals de labios de goma pueden ser fabricados mediante el moldeo por soplado utilizando moldes especiales y técnicas de diseño específicas para lograr la forma y función de sellado deseada.
Advantages:
Cost efficient: The blow molding process is a highly efficient and cost-effective mass production technique, making it a popular choice for manufacturing large quantities of parts.
Design flexibility: Blow molding allows the creation of a wide variety of shapes and sizes of hollow parts, providing great flexibility in the design of the final product.
Low material waste: Blow molding can produce hollow parts with thin walls, which means that less material is required to manufacture each part and less material waste is generated.
Quality of the final product: The blow molding process allows the production of parts with a high surface quality, which gives the final product an attractive appearance.
Disadvantages:
Size and shape limitations: Blow molding has certain limitations on the shapes and sizes of parts that can be produced, which can restrict design options.
Uniformity problems: The blow molding process can result in some variations in the part wall, which can affect the quality of the final product.
Material limitations: Blow molding can only be used with certain types of plastics and other materials, which may limit the material options available for part manufacturing.
Need for specialized equipment: Blow molding requires specialized equipment, which can be costly for manufacturers wishing to implement this production process.
It is important to keep in mind that these are only general advantages and disadvantages, and that the choice of molding method will depend on the specific production needs and materials used.
At Juntas Vargort we specialize in the manufacture of high quality and high performance sealing gaskets with high quality materials to ensure durability and reliability in critical applications.
Our gaskets are the key to avoid losses in your projects, contact us today!
